Eine alte Technologie, eine moderne Grenze
Die Biomassevergasung ist keine Zukunftstechnologie: Ihre Wurzeln reichen bis ins 19. Jahrhundert zurück, als das durch Verkohlung von Kohle gewonnene „Stadtgas" Straßen und Wohnungen in ganz Europa beleuchtete. Während des Zweiten Weltkriegs fuhren über eine Million europäische Fahrzeuge mit auf der Motorhaube montierten Holzvergasern, eine pragmatische Antwort auf den Mangel an fossilen Brennstoffen.
Was sich grundlegend geändert hat, ist unsere Fähigkeit, den Prozess zu steuern, seine Parameter in Echtzeit zu messen und ihn in hocheffiziente Mikro-KWK-Systeme zu integrieren. Der Vergaser des BioGS-1.0 ist der direkte Nachfolger dieser Technologie, neu konstruiert mit digitalen Werkzeugen und modernen Materialien, um eine Zuverlässigkeit und Leistung zu erreichen, die für die Versionen der 1940er Jahre undenkbar waren.
Der thermochemische Prozess: vier Zonen, eine Transformation
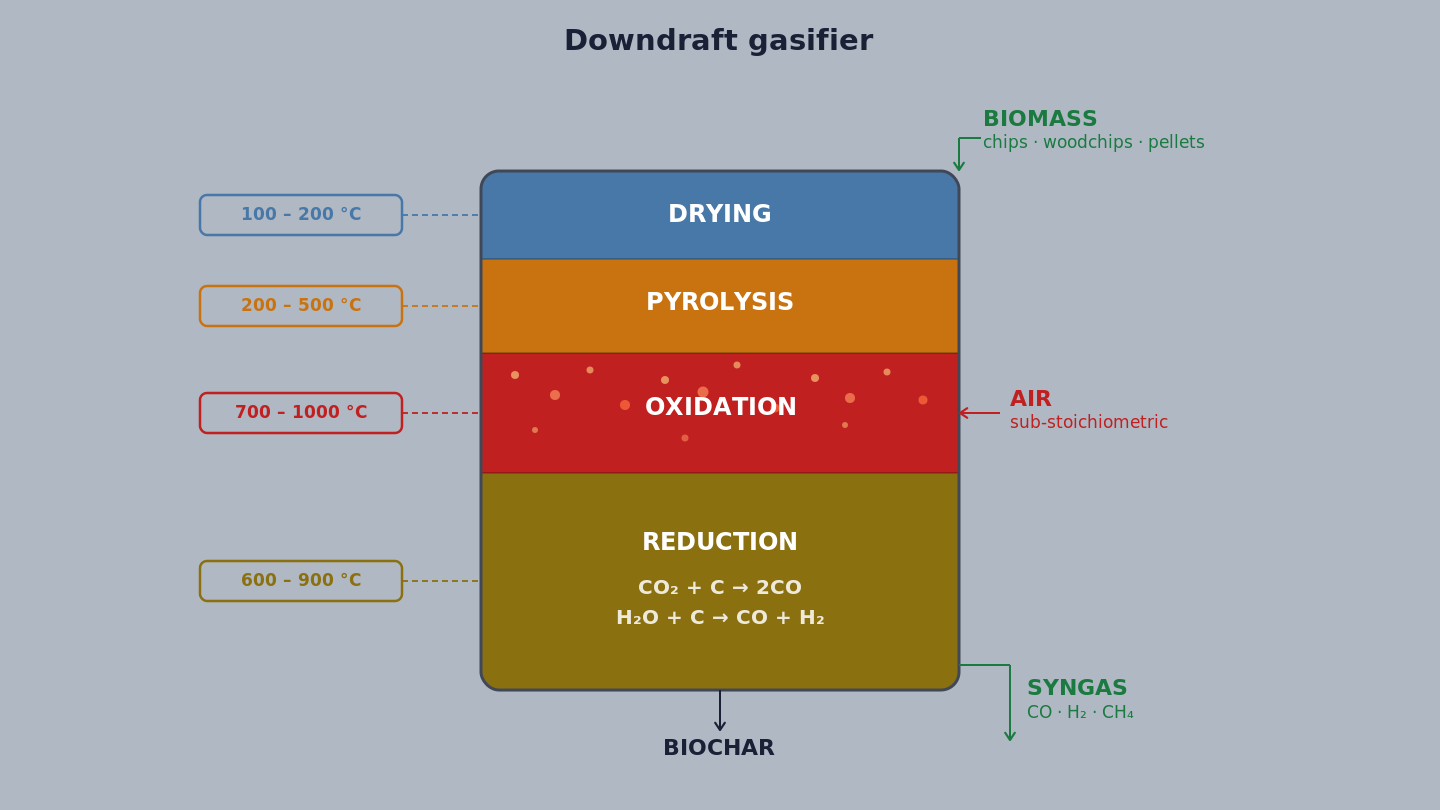
Im Inneren des Vergasungsreaktors finden vier verschiedene thermochemische Prozesse statt, nacheinander und jeweils in einer eigenen Zone:
- Trocknungszone (100-200 °C) - die zugeführte Biomasse gibt die Restfeuchte durch Verdunstung ab. Das BioGS-1.0 akzeptiert Biomasse mit bis zu 10 % Feuchte ohne obligatorische Vortrocknung.
- Pyrolysezone (200-500 °C) - die trockene Biomasse zersetzt sich thermisch und bildet Kohle (Char), kondensierbare Dämpfe (Teer) und nicht kondensierbare Gase (CO, CO₂, CH₄, H₂).
- Oxidationszone (700-1000 °C) - Prozessluft wird in kontrollierter Menge zugeführt. Die Teilverbrennung von Char und Gasen bringt die Temperaturen auf den Prozessgipfel, was für das thermische Cracken des Teers entscheidend ist.
- Reduktionszone (600-900 °C) - die heißen Gase reagieren mit dem verbleibenden Char in endothermen Reaktionen: CO₂ + C → 2CO (Boudouard-Reaktion) und H₂O + C → CO + H₂ (Water-Gas-Shift-Reaktion). Hier entsteht das hochwertige Synthesegas.
Das Endprodukt ist ein Synthesegas mit typischer Zusammensetzung: CO 15-20 %, H₂ 10-15 %, CH₄ 3-5 %, CO₂ 10-15 %, N₂ (Bilanz), mit einem unteren Heizwert von 4,5-5,5 MJ/Nm³.
Reaktorgeometrie: Updraft, Downdraft, Crossdraft
Die geometrische Konfiguration des Reaktors bestimmt maßgeblich die Qualität des erzeugten Synthesegases, insbesondere den Teergehalt, der die Hauptursache für Betriebsprobleme bei Kleinvergasungsanlagen ist.
- Updraft (Gegenstrom): Die Biomasse bewegt sich von oben nach unten, während die Luft von unten aufsteigt. Das Synthesegas entweicht oben bei niedriger Temperatur und trägt große Mengen kondensierbarer Teere mit sich (50-150 g/Nm³). Hoher thermischer Wirkungsgrad, aber „schmutziges" Synthesegas.
- Crossdraft: Luft tritt seitlich ein, das Synthesegas entweicht auf der gegenüberliegenden Seite. Sehr kurze Reaktionszeiten, geeignet für trockene und gleichmäßige Biomassen (Holzkohle). Wenig tolerant gegenüber Brennstoffschwankungen.
- Downdraft (Gleichstrom): Die Biomasse bewegt sich nach unten und die Luft tritt in der Oxidationszone ein; das Synthesegas durchquert die Reduktionszone und die hohen Temperaturen, bevor es unten austritt. Die Teere werden in der heißen Zone thermisch gecrackt und verlassen den Reaktor mit typischen Konzentrationen von 0,5-5 g/Nm³, deutlich weniger als beim Updraft. Dies ist die für das BioGS-1.0-System gewählte Konfiguration.
Open Core Gridless: KiRas qualitativer Sprung
Der traditionelle Downdraft-Vergaser hat eine Schwachstelle: das metallische Rost im unteren Teil des Reaktors, das das Brennstoffbett trägt und die Reduktionsluft verteilt. Roste verstopfen, verformen sich durch thermische Ermüdung, erfordern häufige Wartungseingriffe und schränken die Art der akzeptablen Biomasse ein; sie können keine Biomassen mit hohem Schmelzaschegehalt oder Feinteilchen verarbeiten.
Das BioGS-1.0 verwendet eine Open-Core-Gridless-Geometrie: Der Reaktor hat kein Rost. Biomasse und Char durchlaufen die Oxidationszone ohne Hindernisse. Der reduzierte Char wird aus dem unteren Teil des Reaktors über ein automatisches Austragssystem entnommen.
Die betrieblichen Vorteile sind erheblich:
- Toleranz gegenüber heterogenen Biomassen;
- Beseitigung der Hauptursache für ungeplante Stillstände (Rostverstopfung);
- Reduzierung der Wartungseingriffe;
- bessere Verteilung des Biomassestroms in der Reduktionszone.