Una tecnologia antica, una frontiera moderna
La gassificazione della biomassa non è una tecnologia del futuro: le sue radici affondano nel XIX secolo, quando il "gas di città" ottenuto dalla carbonizzazione del carbone illuminava strade e abitazioni in tutta Europa. Durante la Seconda Guerra Mondiale, oltre un milione di veicoli europei circolavano alimentati da gassificatori a legna montati sul cofano, una risposta pragmatica alla scarsità di carburanti fossili.
Ciò che è cambiato in modo radicale è la nostra capacità di controllare il processo, misurarne i parametri in tempo reale e integrarlo in sistemi di microcogenerazione ad alta efficienza. Il gassificatore del BioGS-1.0 è l'erede diretto di quella tecnologia, reingegnerizzato con strumenti digitali e materiali moderni per raggiungere affidabilità e prestazioni impensabili per le versioni degli anni '40.
Il processo termochimico: quattro zone, una trasformazione
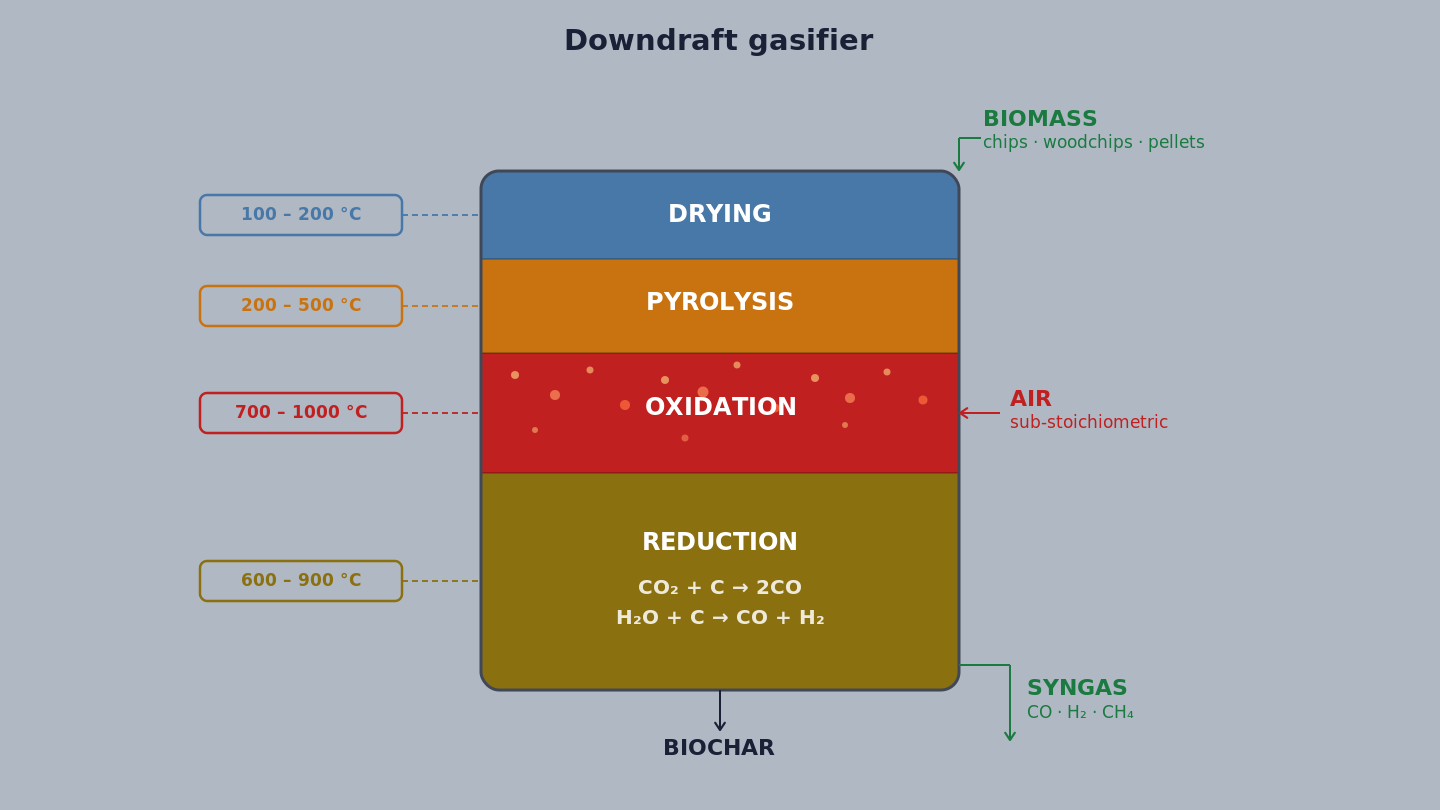
All'interno del reattore di gassificazione avvengono quattro processi termochimici distinti, in sequenza e ciascuno in una zona separata:
- Zona di essiccazione (100-200 °C) - la biomassa in ingresso perde l'umidità residua per evaporazione. Il BioGS-1.0 accetta biomassa fino al 10% di umidità senza pre-essiccazione obbligatoria.
- Zona di pirolisi (200-500 °C) - la biomassa secca si decompone termicamente, produce carbone (char), vapori condensabili (tar) e gas non condensabili (CO, CO₂, CH₄, H₂).
- Zona di ossidazione (700-1000 °C) - l'aria di processo viene immessa in quantità controllata. La combustione parziale del char e dei gas porta le temperature al picco del processo, essenziale per il cracking termico del tar.
- Zona di riduzione (600-900 °C) - i gas ad alta temperatura reagiscono con il char residuo in reazioni endotermiche: CO₂ + C → 2CO (reazione di Boudouard) e H₂O + C → CO + H₂ (reazione water-gas shift). È qui che si forma il syngas di qualità.
Il prodotto finale è un syngas con composizione tipica: CO 15-20%, H₂ 10-15%, CH₄ 3-5%, CO₂ 10-15%, N₂ (bilanciamento), con un potere calorifico inferiore di 4,5-5,5 MJ/Nm³.
Geometria del reattore: updraft, downdraft, crossdraft
La configurazione geometrica del reattore determina in modo fondamentale la qualità del syngas prodotto, in particolare il contenuto di tar, la principale causa di problemi operativi nei sistemi di gassificazione di piccola taglia.
- Updraft (controcorrente): la biomassa scende dall'alto mentre l'aria sale dal basso. Il syngas esce dall'alto, a bassa temperatura, portando con sé grandi quantità di tar condensabili (50-150 g/Nm³). Alta efficienza termica ma syngas "sporco".
- Crossdraft: l'aria entra lateralmente, il syngas esce dal lato opposto. Tempi di reazione brevissimi, adatto a biomasse secche e uniformi (carbone di legna). Poco tollerante alle variazioni del combustibile.
- Downdraft (equicorrente): la biomassa scende e l'aria entra nella zona di ossidazione; il syngas attraversa la zona di riduzione e le alte temperature prima di uscire in basso. I tar vengono "crackati" termicamente nella zona calda, uscendo con concentrazioni tipiche di 0,5-5 g/Nm³, significativamente inferiori all'updraft. È la configurazione prescelta per il sistema BioGS-1.0.
Open core gridless: il salto qualitativo di KiRa
Il gassificatore downdraft tradizionale presenta un punto debole: la griglia (grate) metallica nella parte inferiore del reattore, che sostiene il letto di combustibile e distribuisce l'aria di riduzione. Le griglie si intasano, si deformano per fatica termica, richiedono interventi di manutenzione frequenti e limitano la tipologia di biomassa accettabile, non possono gestire biomasse con alto contenuto di ceneri fusibili o particelle fini.
Il BioGS-1.0 adotta una geometria open core gridless: il reattore non ha griglia. La biomassa e il char attraversano la zona di ossidazione senza ostacoli. Il char ridotto viene estratto dalla parte inferiore del reattore tramite un sistema automatico di scarico.
I vantaggi operativi sono significativi:
- tolleranza a biomasse eterogenee;
- eliminazione della principale causa di fermo non programmato (intasamento griglia);
- riduzione degli interventi di manutenzione;
- migliore distribuzione del flusso di biomassa nella zona di riduzione.