Une technologie ancienne, une frontière moderne
La gazéification de la biomasse n'est pas une technologie du futur : ses racines remontent au XIXe siècle, lorsque le «gaz de ville» obtenu par carbonisation du charbon éclairait rues et habitations dans toute l'Europe. Pendant la Seconde Guerre mondiale, plus d'un million de véhicules européens circulaient alimentés par des gazogènes à bois montés sur le capot, une réponse pragmatique à la pénurie de carburants fossiles.
Ce qui a radicalement changé, c'est notre capacité à contrôler le processus, à en mesurer les paramètres en temps réel et à l'intégrer dans des systèmes de microcogénération à haute efficacité. Le gazéificateur du BioGS-1.0 est l'héritier direct de cette technologie, réingénié avec des outils numériques et des matériaux modernes pour atteindre une fiabilité et des performances inimaginables pour les versions des années 1940.
Le processus thermochimique : quatre zones, une transformation
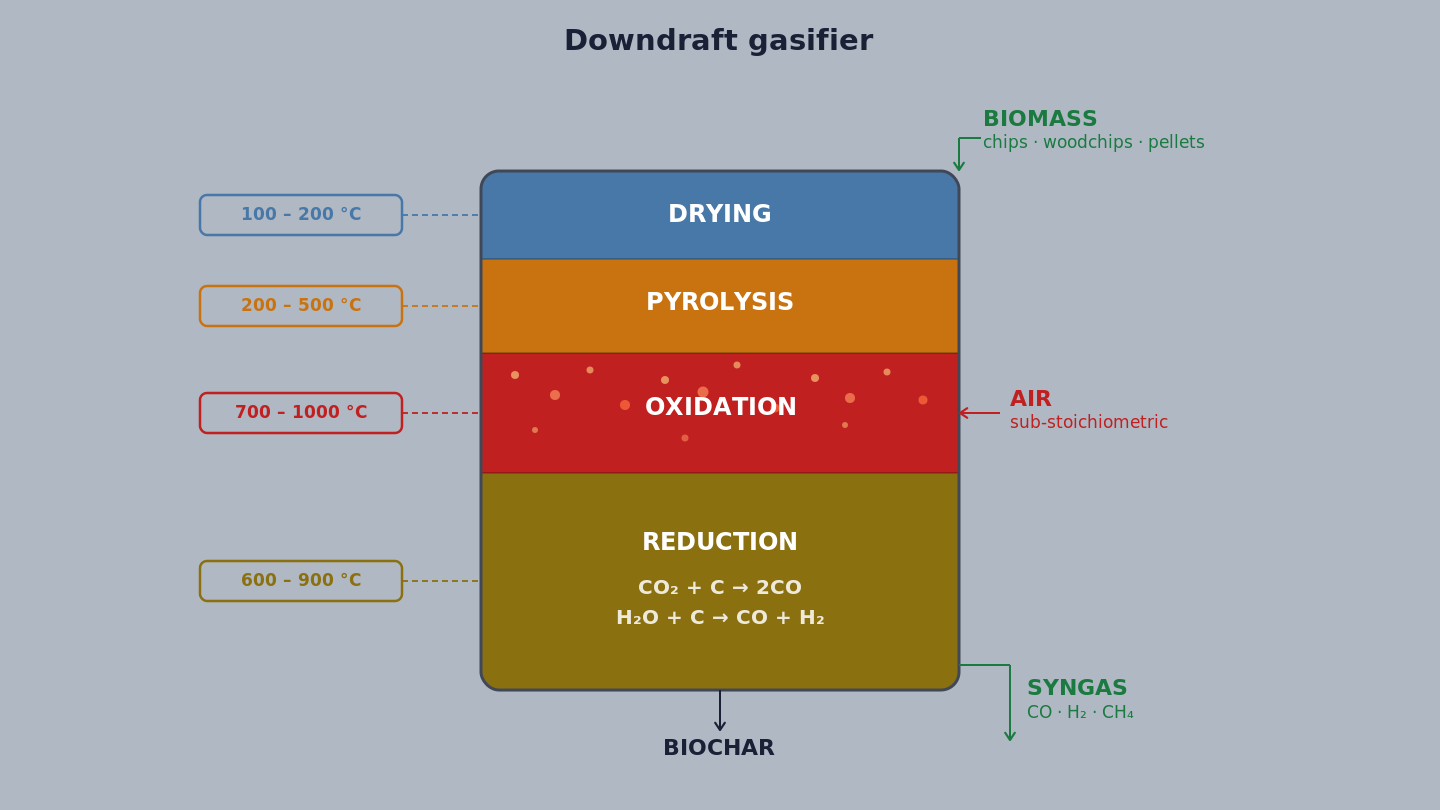
À l'intérieur du réacteur de gazéification, quatre processus thermochimiques distincts se produisent en séquence, chacun dans une zone séparée :
- Zone de séchage (100-200 °C) - la biomasse entrante perd son humidité résiduelle par évaporation. Le BioGS-1.0 accepte une biomasse jusqu'à 10 % d'humidité sans pré-séchage obligatoire.
- Zone de pyrolyse (200-500 °C) - la biomasse sèche se décompose thermiquement, produit du charbon (char), des vapeurs condensables (goudrons) et des gaz non condensables (CO, CO₂, CH₄, H₂).
- Zone d'oxydation (700-1000 °C) - l'air de procédé est introduit en quantité contrôlée. La combustion partielle du char et des gaz porte les températures au pic du processus, essentiel pour le craquage thermique des goudrons.
- Zone de réduction (600-900 °C) - les gaz à haute température réagissent avec le char résiduel dans des réactions endothermiques : CO₂ + C → 2CO (réaction de Boudouard) et H₂O + C → CO + H₂ (réaction water-gas shift). C'est ici que se forme le syngas de qualité.
Le produit final est un syngas de composition typique : CO 15-20 %, H₂ 10-15 %, CH₄ 3-5 %, CO₂ 10-15 %, N₂ (complément), avec un pouvoir calorifique inférieur de 4,5-5,5 MJ/Nm³.
Géométrie du réacteur : updraft, downdraft, crossdraft
La configuration géométrique du réacteur détermine de manière fondamentale la qualité du syngas produit, en particulier la teneur en goudrons, principale cause de problèmes opérationnels dans les systèmes de gazéification de petite taille.
- Updraft (contre-courant) : la biomasse descend par le haut tandis que l'air monte par le bas. Le syngas sort par le haut, à basse température, emportant de grandes quantités de goudrons condensables (50-150 g/Nm³). Haute efficacité thermique mais syngas «sale».
- Crossdraft : l'air entre latéralement, le syngas sort du côté opposé. Temps de réaction très courts, adapté aux biomasses sèches et uniformes (charbon de bois). Peu tolérant aux variations du combustible.
- Downdraft (co-courant) : la biomasse descend et l'air entre dans la zone d'oxydation ; le syngas traverse la zone de réduction et les hautes températures avant de sortir par le bas. Les goudrons sont «craqués» thermiquement dans la zone chaude, avec des concentrations typiques de 0,5-5 g/Nm³, nettement inférieures à l'updraft. C'est la configuration choisie pour le système BioGS-1.0.
Open core gridless : le saut qualitatif de KiRa
Le gazéificateur downdraft traditionnel présente un point faible : la grille métallique dans la partie inférieure du réacteur, qui soutient le lit de combustible et distribue l'air de réduction. Les grilles se colmatent, se déforment par fatigue thermique, nécessitent des interventions de maintenance fréquentes et limitent le type de biomasse acceptable, ne pouvant pas gérer les biomasses à teneur élevée en cendres fusibles ou en particules fines.
Le BioGS-1.0 adopte une géométrie open core gridless : le réacteur n'a pas de grille. La biomasse et le char traversent la zone d'oxydation sans obstacles. Le char réduit est extrait de la partie inférieure du réacteur par un système automatique d'évacuation.
Les avantages opérationnels sont significatifs :
- tolérance aux biomasses hétérogènes ;
- élimination de la principale cause d'arrêt non planifié (colmatage de la grille) ;
- réduction des interventions de maintenance ;
- meilleure distribution du flux de biomasse dans la zone de réduction.